Druckt man Support an Überhängen, dann lässt er sich meist schwierig entfernen. Manchmal kommt es mir sogar so vor, als würde er regelrecht am Modell „kleben“. Aber eine kleine Einstellung im Slicer hilft da Wunder!
Die „Top Z distance“ Einstellung
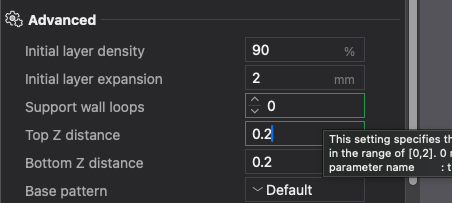
Dieser Wert im Slicer stellt den Abstand vom Support zum Modell ein. Standartmäßig ist er im BambuStudio/OrcaSlicer auf 0,2mm eingestellt.
Testszenario:
- 0,4mm Nozzle
- 1,75mm Filament
- 0,2mm Layer height
Ich habe verschiedene Abstände getestet… zwischen 0,2mm und 0,3mm. Von „klebt“ bis hin zu „zu weit weg“.
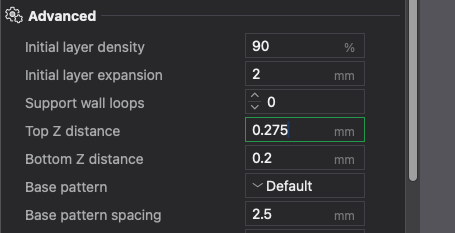
Innerhalb meines Test kam heraus, dass 0,275mm der ideale Wert ist! Probiere es einfach mal aus!
Ich werde noch einen weiteren Test machen, gerade für eine 0,2mm-Nozzle.
Trennschicht mit PETG/PLA
Das muss ich noch testen, aber grundsätzlich soll PLA nicht auf PETG und andersrum haften.
Die Idee ist, dass der Support aus PETG gedruckt wird und das Modell aus PLA. Klar, es soll auch funktionieren, wenn das Modell aus PETG ist, dann aber der Support aus PLA.
Dies muss ich aber noch testen 🙂
Schreibe einen Kommentar